
Excessive-precision connector pins fail within the area for causes a typical diameter examine gained’t catch.
The parting-off face – that round cross-section left after the cutoff operation – is the place burrs type first, the place Ra values quietly climb out of spec, and the place poor deburring expertise decisions create area returns no person traces again to the machining lot.
Fixing part floor end issues begins with understanding why the top face behaves so in another way from the turned barrel – and which deburring approaches are literally suited to the pin geometry.
What’s Connector Pin Cross-Part End?
Connector pin cross-section end describes the floor roughness and edge situation on the parted finish face of a turned pin – not the OD, however the round reduce floor the parting device leaves behind.
A pin holding Ra 0.4 μm on its barrel can simply yield Ra 1.0-1.6 μm on the finish face, as a result of chopping velocity drops towards zero on the centerline throughout radial parting. That velocity hole is principally the basis trigger.

Why the Finish Face Will get Neglected
Most connector pin drawings name out floor end on the OD. Truthful sufficient – that’s the place radial contact load sits. However in axial-contact designs (round MIL-spec connectors, RF coax interfaces, encoder pins), the reduce face carries actual contact stress.
Tough peaks deform on first mating, generate metallic particles, that particles migrates into the contact zone. A 15% drift involved resistance logs as intermittent sign faults, not connector put on. So the connector retains degrading whereas somebody rewrites firmware.
Floor End and Burr Tolerances by Software
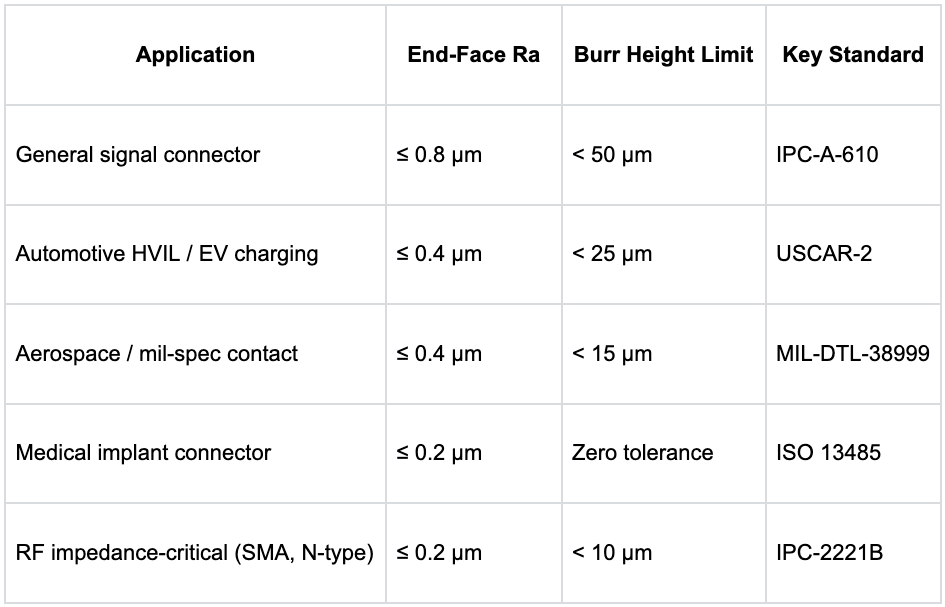
Part floor end necessities differ broadly by end-use. Normal sign pins tolerate Ra 0.8 μm on the reduce face. Medical implant contacts don’t – Ra ≤ 0.2 μm, burr-free, lot-traceable.
EV charging pins and HVIL contacts are a distinct drawback: arc erosion at tough end-face zones accelerates beneath high-current biking in methods a static Ra goal doesn’t totally seize.
Finish-Face Ra and Burr Limits by Trade
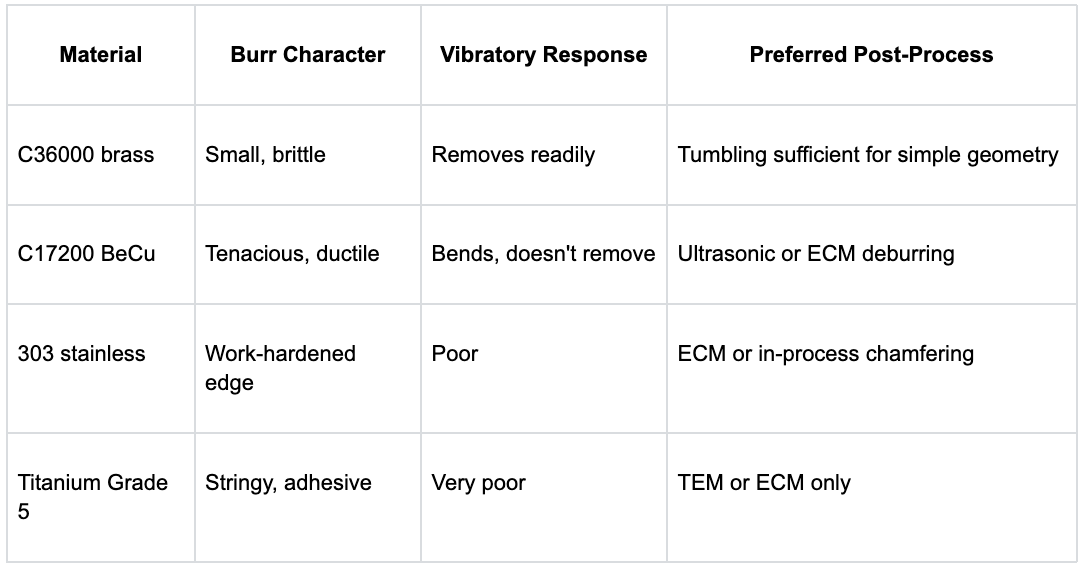
Materials Affect on Burr Character
Materials selection shapes burr habits as a lot as chopping parameters do. C36000 brass produces small, brittle chips – these tumble off readily in vibratory ending.
C17200 beryllium copper stretches earlier than fracturing, leaving a tenacious burr that vibratory deburring bends sideways somewhat than removes (don’t quote me on precise mechanism, however the result’s constant).
Stainless-steel grades utilized in medical pins work-harden on the reduce face, driving burr peak up even with sharp tooling.
How Burrs Type on the Cross-Part
Burrs observe predictable mechanics based mostly on the place the leading edge exits materials. Connector pin geometry creates two distinct burr varieties needing totally different options.
Exit Burrs on the Parting Face
Exit burrs type when the parting device completes its radial traverse and the remaining net bends somewhat than shears.
Swiss-type CNC turning handles slender connector pins at side ratios as much as 12:1 through information bushing help, controlling deflection via the cutoff move – Richconn’s production capability data exhibits what this appears like.
With out that rigidity, the pin flexes, chip geometry goes fallacious, end-face burr peak jumps unpredictably. OD tolerances maintain to ±0.003 mm on Swiss platforms, roughly 5 microns tighter than standard turning on slender geometry.

Secondary Burrs in Recessed Options
Secondary burrs type at cross-holes, counterbores, and undercuts wherever a device exits mid-feature – the harmful form for socket contacts, recessed the place customary tumbling can’t attain.
If one detaches inside a sealed housing, you may have a conductive particle free-floating in an impedance-critical meeting. Area return, presumably arc harm, no apparent trigger on teardown.
Root problem: connector pin geometry is awkward for post-process deburring – lengthy, slender (8:1 to fifteen:1 side), exterior and recessed options on the identical half. No single technique handles all of it.
Deburring Expertise Choice
Selecting the fallacious technique damages the OD. Selecting nothing creates scrap. For precision connector pin geometries with internal bores or tight end-face specs, the precise deburring expertise will depend on function accessibility and lot quantity.
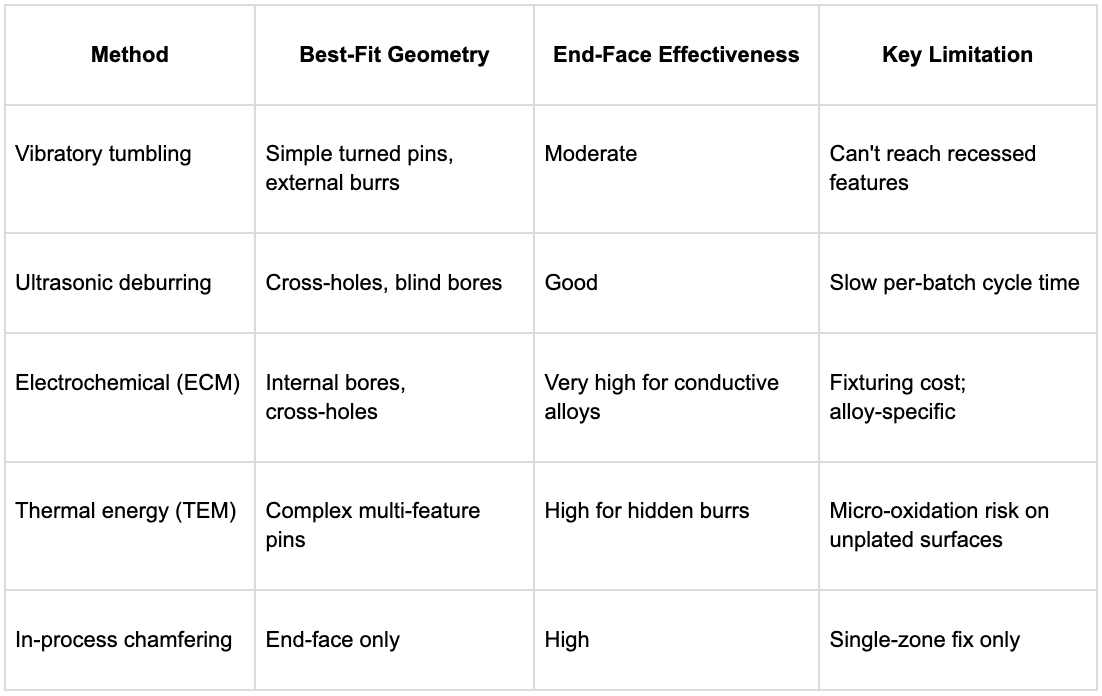
Methodology Comparability for Connector Pin Geometry
The Two-Stage Movement
For demanding connector pin work, a two-stage strategy is mostly the minimal. Stage one: in-process chamfering on the parting-off operation – a programmed radius pre-forms the sting earlier than the burr nucleates at full peak.
This drops end-face burr peak from a typical 30-60 μm vary right down to roughly beneath 10 μm on brass and copper alloys, give or take materials lot hardness. Stage two covers secondary options via ultrasonic or ECM deburring matched as to whether options are accessible or recessed.
When This Strategy Doesn’t Make Sense
ECM deburring solely justifies its fixturing overhead above roughly 500 items per lot – beneath that, ultrasonic is extra sensible. TEM carries micro-oxidation threat on unplated surfaces and desires a post-clean step.
Vibratory tumbling alone is inadequate for any pin with inner options or an end-face Ra spec beneath 0.4 μm.
Mainly positive for easy geometry. And if the pin is straight-barrel, no cross-holes, end-face spec above Ra 0.8 μm, the two-stage stream is overkill – customary tumbling plus in-process chamfering handles it. Know which class your geometry falls into earlier than including course of steps.
Backside Line for Course of Choice
Part floor end issues on connector pins are often a specification hole, not a machining failure. Match deburring expertise to precise function geometry and lot quantity.
Affirm burr situation through metallographic cross-section on the first article stage – optical inspection passes bent-over burrs each time, and people re-lift beneath load biking.
Tie the end-face Ra requirement to the contact design load, not simply the OD callout. The remaining follows from there.


